Overhead Processors
We present here several minifactory overhead processor concepts. Product assembly, of course, involves a great deal more than simple pick and place operations. Fastening processes must be integrated into any assembly system, as well as inspection and testing. One great strength of the minificatory concept is the relative ease with which such processes can be introduced. For example, many existing commercial processes can be adapted to operate in the AAA/minifactory environment. Incorporating such processes into conventional assembly systems can be highly problematic.
Manipulators with interchangeable end effectors
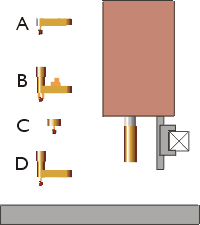 A starting point for the introduction of such processes is the ubiquitous manipulator agent, since manipulators are easily clamped anywhere along the modular minifactory bridges, are adjustable to different heights above the platen surface, and provide precision vertical and rotational motion. Generally, such manipulators -- like those we have built for our laboratory -- have modular, removable end effectors. (For details, please see our manipulator pages.) Many different end effectors, such as A-D shown on the right can be designed and configured to include fastening, inspection, or testing operations. In a great majority of cases, however, we expect that the process technologies developed by many of today's manufacturing equipment vendors can be readily adapted for minifactory.
A starting point for the introduction of such processes is the ubiquitous manipulator agent, since manipulators are easily clamped anywhere along the modular minifactory bridges, are adjustable to different heights above the platen surface, and provide precision vertical and rotational motion. Generally, such manipulators -- like those we have built for our laboratory -- have modular, removable end effectors. (For details, please see our manipulator pages.) Many different end effectors, such as A-D shown on the right can be designed and configured to include fastening, inspection, or testing operations. In a great majority of cases, however, we expect that the process technologies developed by many of today's manufacturing equipment vendors can be readily adapted for minifactory.
How can existing process equipment be adapted for AAA/minifactory?
First of all, overhead processors, like other minifactory agents, must comply both with AAA and minifactory requirements. Unlike today's commercial modular assembly systems from single vendors, minifactory is designed to foster participation from multiple vendors, each of which can be in a position to provide superior process solutions. Basic requirements fall into categories of attachment, vertical adjustment, services connection, brain box, LED beacons, and software organization.
1. Mechanical attachment
An overhead processor agent must be able to attach anywhere along a minifactory bridge extrusion by means of manually-operated clamp(s). These should not require the use of tools. Agents can be of any size and shape, keeping in mind the primary scope of small precision assembly. The overhead processor's footprint should be minimized, to maximize the number of agents per unit area. Ideally, the agent should not project more than half way over the bridge to allow another agent such as a feeder, manipulator, or overhead processor to operate across from it in a back to back manner.
2. Vertical adjustment
An overhead processor agent should incorporate provision to manually adjust its height above the platen surface. (Of course, the minifactory bridge height is also adjustable.) This contrasts with commercial planar motor workcells where the height of individual robots above the work cannot be adjusted, and with many SCARA-based systems where such adjustments are difficult and time consuming.3. Services connection
Every agent must connect with the minifactory base unit infrastructure providing power, air, vacuum, and network services via a cable. The agent end of the cable can be vendor-specific, whereas the other end must have a standard minifactory connector. The agent might or might not use all of these services, but must use power and at least the global network connection. If the agent requires other services not provided by the minifactory infrastructure, such as high power or coolant, they must be provided by separate vendor-specific means.
4. Brain box
An agent must have a "brain box." The brain box contains a computer and all necessary electronics to control the agent's physical processes. There are no specific restrictions on the computer's power, the type of processor, operating system, or the programming language. The completely open architecture of AAA contrasts with many of today's proprietary systems. In AAA, overhead processors of widely differing designs from multiple vendors can happily co-exist.
5. LED beacons
An overhead processor agent must have at least one (perhaps several) minifactory LED beacons. These beacons are used by courier agents to identify and precisely locate the overhead processor within the minifactory.6. Software organization
An agent's software must function and communicate according to AAA requirements and protocol . An agent's software and static data must be stored in non-volatile memory within the agent itself. The programming must take care of three major responsibilities. First, the agent must be able to read its own sensors, perform control calculations, and operate its actuators. These activities are vendor specific, and there are no restrictions on how this is to be done. Second, the agent must maintain its own static and dynamic state information. This information must contain a large number of items including any variables associated with the agent's operation, such as positions and velocities, temperatures, flow rates, etc.; a list of variables to be associated with the agent's virtual dashboard; the geometric model of the agent, including all necessary transforms between its parts; its kinematic and dynamic model; and a description of its communication protocol. Third, the agent must be able to communicate over its network connection(s) using the AAA semantic protocol. We refer to this component as its "agent head" software, which functions identically for every AAA/minifactory agent.
A Gallery of Overhead Processors
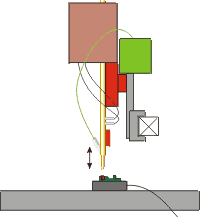
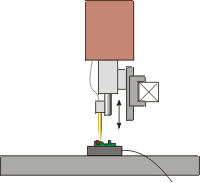
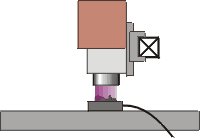
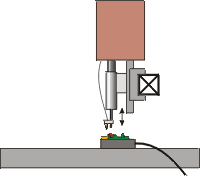
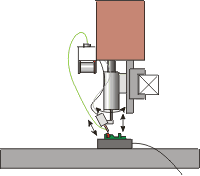
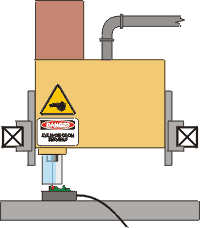
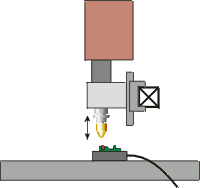
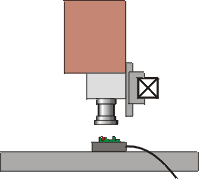
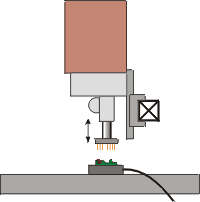
In the sketches below, green areas indicate where parts or materials reside. The brown rectangles are the overhead processor computer and i/o hardware (brain boxes) associated with each agent. LED beacons associated with each overhead processor are not shown. Small boxes with X's represent a minifactory bridge in cross section. The product sub-assembly is shown in green, riding on the back of a courier agent. The platen is shown in gray.
 |
Screw drivingAn automatic screwdriver can be considered an overhead processor of sorts, even though it is perhaps really a manipulator/feeder. The diagram on the left shows how a commercial screwdriver with screw feeder and delivery tube (green) could be modified to work in the minifactory environment. Since such screwdrivers, by necessity, are quite tall, they cannot be used with current planar motor manufacturing workcells. This is not a problem for minifactory, since the height of overhead processors is essentially unlimited. |
DispensingIt is often necessary to fasten parts using micro drops of adhesive, or to lay down a bead of sealant on a sub-assembly. Using a commercial dispenser equipped with a z axis, a 3D path can easily be generated by a courier agent closely coordinating with an overhead dispensing agent. Additionally, the flow rate can be changed during operation for a controlled bead width. |
 |
 |
UV curingIn many cases, adhesive which can be rapidly cured using ultraviolet can be used to fasten parts, as long as the light can reach the adhesive. The uv illumination can be built in to a manipulator end effector, or else a commercial uv source can be incorporated into the minifactory environment. Couriers simply drive their products underneath, and allow them to bask for a short time. |
Resistance weldingAnother useful fastening technique is resistance welding. Like the uv illuminator, this type of welding can be integrated into a manipulator end effector, or as a separate agent like the one shown on the right. Here, a gripper/electrode places a part on a subassembly using a vertical motion, and a nearby spring-loaded electrode contacts a plate on the courier, completing the circuit. |
 |
 |
SolderingIndividual point soldering operations can be performed by the type of agent shown on the left. The soldering tip can move vertically, and also rotate into position for a soldering operation. Then, the soldering tip is moved down to the product by a small auxiliary actuator. |
Laser cutting and weldingOverhead processors of many different types and a very wide range of sizes are readily accommodated in minifactory. Shown on the right is a large, high-powered laser used for cutting or welding. Couriers drive underneath the beam and coordinate with the laser agent to perform 2D operations. Note here that the heavy laser spans a pair of bridges. This sort of processing cannot be done in commercial planar motor workcells, and directing high-powered laser beams through a conventional articulated robot arm is a difficult arrangement. |
 |
 |
Orbital head formingFor many kinds of assemblies, metal swaging can be used to securely fasten together parts and sub-assemblies. Shown on the left is an orbital head forming machine agent. Often, such processes need quite high forces, perhaps several hundred lbs. This is not a problem for minifactory, since the courier air bearing can be allowed to collapse without harm, and the platen is strong enough to withstand such forces. In contrast, conventional robots, including SCARAs, will have great difficulty in carrying around such a machine. |
InspectionFor many precision placement operations, it is effective to use "eye-in-hand" vision in manipulator agents to provide offset information for visual servoing, and for auditing placement accuracy. Dedicated high-performance vision inspection agents, however, like the one shown on the right can rapidly inspect the state of a fully- or partially assembled product. |
 |
 |
Functional testingOften, it is required to do functional product testing within the factory, or on the final product. Shown on the left is a multiple-probe probing agent which can apply power to the product and record signals from the product. |